Как паять медные трубы: пошаговый разбор работ + практические примеры
При монтаже систем водоснабжения и других инженерных коммуникаций из медных труб используются различные способы соединения. Самый надежный — пайка. При таком версияе применяется припой, в виде термопластичного состава. Он плавится, под воздействием высочайшей температуры, создаваемой газовой горелкой. По этому, припой просачивается в зазор меж 2-мя соединяемыми деталями и выходит герметичное соединение. Выполняя пайку медных труб, можно изготовить высококачественные швы, выдерживающие огромное давление и механическое воздействие. Приобретенные соединения можно разобрать методом повторного нагрева.
Виды медных труб и их внедрение
На рынке есть два типа медных труб: отожженные и неотоженные. Отожженные после формирования проходят дополнительную термообработку — их нагревают до 600-700 °C. Эта процедура возвращает материалу упругость, которая пропадает при формовке. Поэтому отожженные трубы более дорогие, да и более гибкие — они могут выносить даже замерзание воды. К недочетам данных изделий можно отнести наименьшую крепкость — она понижается из-за нагрева.
Трубы из меди есть различные
Неотожженные медные трубы более крепкие, но фактически не гнутся. При разводке водопровода либо отопления их нарезают на кусочки, а все отводы делают с помощью соответственных фитингов.
Есть медные трубы с разной шириной стены, продаются отожженные в бухтах по 25 и 50 метров, неотожженные прогонами по 3 метра. Если гласить о чистоте материала, то согласно ГОСТу 859-2001 в изделиях должно находиться более 99% меди.
Методы соединения
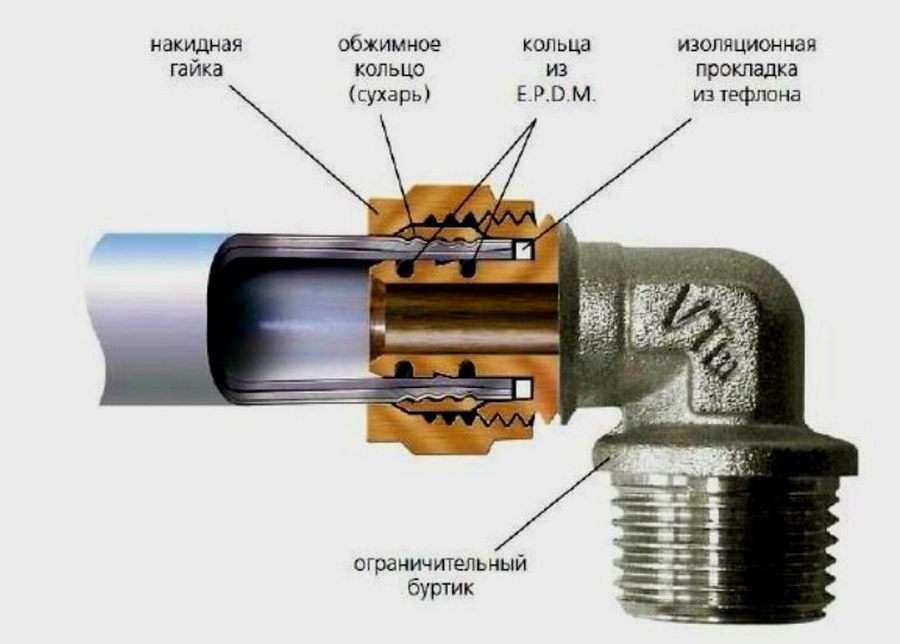
В большинстве случаев соединяются трубы из меди с помощью пайки и набора особых фасонных частей — фитингов. Есть так же фитинги под опрессовку. В их имеются канавки с установленным резиновым уплотнительным кольцом. Обжимаются они особыми клещами. Но данная разработка употребляется нечасто — пайка считается более надежной.
Фитинги под опрессовку
Есть две технологии пайки медных труб с внедрением разных припоев:
- Низкотемпературная — с мягеньким припоем. Как раз наш случай. Этот тип соединения используется при прокладке водопроводов и систем отопления с температурой рабочей среды до 110 °C. Низкотемпературная — это относительное понятие. В зоне пайки материалы разогреваются до 250-300 °C.
- Высокотемпературная пайка с жестким припоем. Этот тип соединения употребляется в сетях с высочайшим давлением и температурой транспортируемой среды. В бытовых сетях — изредка (хотя никто не воспрещает), почаще в промышленных.
Какого типа пайку медных труб использовать — ваш выбор. Оба типа подходят как для водопровода, так и для отопления. Но для высокотемпературной требуется проф горелка, в то время, как мягенький припой можно расплавить даже паяльной лампой либо дешевый ручной горелкой с маленьким разовым баллоном с газом. Для соединения медных труб малого поперечника больше и не требуется.
Типы медных фитингов под пайку
Вообщем, есть более 2-ух 10-ов разных фасонных частей для медных труб — фитингов, но в большинстве случаев используются три вида:
- муфты — для соединения 2-ух труб;
- уголки — для поворота;
- тройники — для сотворения разветвлений в трубопроводе.

Количество использованных фитингов можно минимизировать — медь можно гнуть, из-за чего уменьшится число нужных уголков. Также при желании возможно обойтись и без муфт: один конец труб можно расширить (используя расширитель) так, чтоб в него зашла труба и остался зазор для попадания туда припоя (порядка 0,2 мм). При разработке расширения, трубы должны перекрываться более чем на 5 мм, но лучше — больше.
Без чего трудно обойтись — так это без тройников. Для врезки отвода есть оборудование — отбортовщик, но относится он к проф и стоит много. Так что в этом случае дешевле и проще обойтись тройниками.
Есть фитинги для пайки медных труб с впаянным припоем
Есть два типа фитингов — обыденные, с раструбами, которые обеспечивают требуемый зазор для затекания припоя. В зону сварки припой подается вручную. Есть фитинги с встроенным припоем. Тогда на раструбе формируется канавка, в которую, при производстве, устанавливается кусочек припоя, что делает процесс пайки проще — нужно всего только подогреть зону сварки, но ведет к удорожанию фитингов.
Расходные материалы и инструменты
Не считая труб и фитингов, пригодятся еще горелка, припой и флюс — для самой пайки. А еще трубогиб и несколько сопутствующих мелочей для обработки до работ.
Ершик для зачистки фитингов изнутри
Припой и флюс
Пайка медных труб хоть какого типа происходит с помощью флюса и припоя. Припой — это сплав обычно на базе олова с определенной температурой плавления, но непременно ниже чем у меди. Он подается в зону пайки, разогревается до водянистого состояния и затекает в соединение. После остывания обеспечивает герметичное и крепкое соединение.
Для любительской пайки медных труб собственноручно подходят припои а базе олова с добавлением серебра, висмута, сурьмы, меди. Наилучшими числятся составы с добавлением серебра, но они более дорогие, рациональные — с медной добавкой. Еще есть с добавкой свинца, но они не должны употребляться при разводке водопровода. Все эти виды припоя обеспечивают не плохое качество шва и легкую пайку.
Флюс и припой — нужные расходные материалы
До пайки место соединения обрабатывают флюсом. Флюс — это жидкое либо пастообразное средство, которое обеспечивает затекание расплавленного припоя в соединение. Особо выбирать здесь нечего: подойдет хоть какой флюс для меди. Еще — для нанесения флюса пригодится малая кисточка. Лучше — с натуральной щетиной.
Горелка
Для работы с мягеньким припоем можно приобрести маленькую ручную горелку с разовым газовым баллоном. Эти баллоны крепятся к ручке, имеют объем от 200 мл. Невзирая на миниатюрность, температура пламени — от 1100 °C и выше, чего более чем довольно для расплавления мягенького припоя.
На что стоит направить внимание — это на наличие пьезорозжига. Эта функция никак не лишняя — проще будет работать. На ручке ручной газовой горелки размещен вентиль. Он регулирует длину пламени (интенсивность подачи газа). Тем же вентилем перекрывается газ, если горелку нужно потушить. Безопасность обеспечивает оборотный клапан, который при отсутствии пламени перекроет подачу газа.
Ручная горелка для пайки медных труб
На неких моделях установлен отражатель пламени. Он не дает рассеиваться пламени, создавая более высшую температуру в зоне пайки. По этому горелка с отражателем позволяет работать в самых неловких местах.
При работе в бытовыми и полупрофессиональными моделями нужно быть осторожными — не перегревать агрегат, чтоб не расплавился пластик. Поэтому делать за раз много паек не стоит — лучше дать оборудованию остыть и приготовить в это время последующее соединение.
Сопутствующие материалы
Для нарезания медных труб нужен труборез либо ножовка с лезвием по металлу. Срез должен быть строго вертикальным, что обеспечивает труборез. А для гарантии ровненького среза с помощью ножовки можно использовать обыденное плотницкое стусло.
Труборез
При подготовке труб их нужно зачищать. Для этого есть особые железные щетки и ершики (для зачистки внутренней поверхности), но возможно обойтись наждачкой со средним и маленьким зерном.
Для удаления заусенец со срезов есть фаскосниматели. Отработанная ими труба лучше входит в фитинг — его раструб только на толики мм больше, чем внешний поперечник. Так что мельчайшие отличия приводят к трудностям. Но, в принципе, можно все убрать наждачкой. Будет нужно только больше времени.
Еще лучше иметь защитные очки и перчатки. Большая часть домашних мастеров третируют этими средствами безопасности, но ожоги — это очень неприятно. Это все материалы и инструменты, нужные для пайки медных труб.
Пошаговая разработка пайки меди
Пайка медных труб начинается с подготовки соединения. От свойства подготовки зависит надежность соединения, поэтому уделяйте этому процессу довольно времени и усилий.
Пайка медных труб состоит из нескольких шагов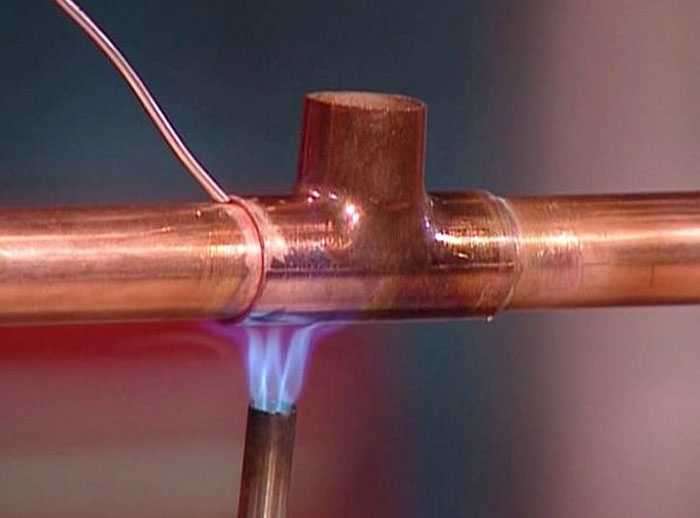
Подготовка соединения
Как уже гласили, срез трубы должен быть строго вертикальным, без заусенец, труба не должна быть замятой, край — ровненький и гладкий. Если есть хоть маленькие отличия, берем фаскосниматель либо наждачку и доводим срез до эталона.
Нужно снять окислившийся слой
Дальше берем фитинг, вставляем в него трубу. та часть, которая входит в раструб просит чистки. Трубу вынимаем и шкуркой снимаем верхний окисленный слой с этой части трубы. Позже ту же операцию проводим с внутренней поверхностью раструба.
Нанесение флюса
Флюс наносится на всю зачищенную поверхность — снаружи трубы и снутри фитинга. Здесь никаких сложностей — кисточкой умеренно распределяют состав.
Нанесение флюса
Пайка
Обработанные куски трубопровода вставлюятся один в другой и фиксируются. Если есть ассистент — он может придержать части бездвижно. Если нет — придется изощряться без помощи других. Дальше разжигается горелка, пламя направляется на место соединения. Температура пламени — от тыщи градусов и выше, а подогреть место соединения нужно до 250-300 °C, а это занимает 15-25 секунд. Можно при всем этом ориентироваться на цвет флюса — как он потемнел, пора вводить припой.
Правильное размещение горелки при пайке медных труб собственноручно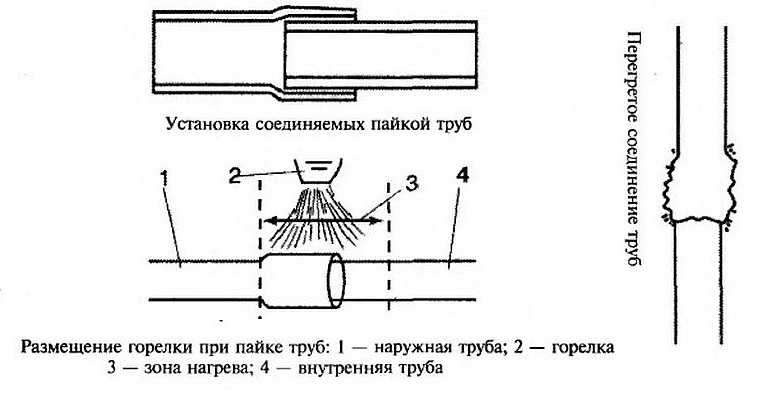
Чтоб прогрев был равномерный, пламя горелки направляйте в центре стыка. Тогда прогревается вся зона сварки более умеренно.
Пайка медных труб мягеньким припоем
Припой вводят в место стыка — где соединяется фитинг и труба. По мере нагрева, он начинает расплавляться, разливается и заполняет зазор меж элементами. Нанести его можно лишь на половину длины — расплавившись, он затечет в остальное соединение. Фактически, это все — пайка медных труб закончена. Все другие соединения делают также.
При использовании жесткого припоя все практически также, только используются другие горели — газопламенные, и в процессе пайки нужно трубу проворачивать, наматывая размягчившийся припой на трубу.